Главная»технологии»Нанесение покрытия как альтернатива гильзам цилиндров
Нанесение покрытия как альтернатива гильзам цилиндров
26.11.2013
Heller Machine Tools предлагает новый технологический процесс нанесения покрытия на цилиндрические поверхности отверстий алюминиевых картеров легких автомобильных двигателей. Подобное упрочнение металла способствует продлению срока службы двигателя и повышает его производительность. Традиционно в блоках легких двигателей использовались гильзы цилиндров, в настоящее же время существует практическая альтернатива в виде двухпроволочного дугового распыления, экономически эффективная технология нанесения покрытия на отверстия цилиндров. В партнерстве с Daimler и другими компаниями Gebr. Heller Maschinenfabrik работает над индустриализацией этапов процесса, над превращением технологии в надежный алгоритм. Технология будет продаваться во всем мире под названием Heller CBC, то есть CylinderBoreCoating. Кроме того, Heller будет интегрировать процесс в большеобъемные производства двигателей.
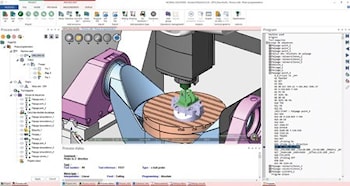
В ходе двухпроволочного дугового процесса напыления происходит непрерывное плавление железной и углеродной проволок с напылением расплава на цилиндрические внутренние поверхности алюминиевого картера с помощью потока азота. По сравнению с другими процессами термического нанесения покрытий технология CBC является экономически эффективным и технологически надежным, повторяемым, очень управляемым процессом, который значительно улучшает поверхность, уменьшая износ и обеспечивая долгий срок службы.
Скорость напыляемых частиц достигает 80 метров в секунду, температура же 2 тысяч градусов. Помимо нанесения первичного покрытия процесс CBC включает тонкое сверление, первичную обработку, финишное хонингование на предмет выявления пор и финишную обработку.
Все эти шаги осуществляет полная производственная система, состоящая из модуля нанесения покрытия Heller CBC 200 и обрабатывающих модулей Heller MC20. Общее время цикла обработки 8-цилиндрового двигателя, включая погрузку-выгрузку, составляет 5-6 минут. Блоки двигателя могут непосредственно загружаться в обрабатывающий модуль или устанавливаться на поворотном обменнике.
text here
Компания EOS предлагает систему EOS M 300-4, являющуюся частью более широкой модульной платформы трехмерной металлопечати EOS M 300, разработанной для аддитивного производства. Внедрение EOS M 300-4 расширяет портфолио систем прямого металлического ...
Одним из ведущих мировых специалистов в области инструментальных покрытий является компания Oerlikon Balzers. Поставляемые ею покрытия существенно повышают производительность металлообрабатывающих инструментов и точность изготовления деталей. ...
Измерительные системы Waveline W800 и W900 нового поколения от Jenoptik, это модульные измерительные системы, разработанные для гибких, точных измерений шероховатости и контуров. В новых системах Waveline W800 и W900 применены четыре доступные ...
Компания Stratasys представила решение по защите данных для повышения кибербезопасности аддитивного металлопроизводства, что важно, поскольку роль такого производства в правительственных и оборонных сферах становится все более весомой. Решение ...
SPRING Technologies анонсировала последнюю версию своего программного обеспечения NCSIMUL SOLUTIONS. Новая версия устанавливает новаторский ориентир для всестороннего контроля процесса обработки, делая возможными те легкость использования, гибкость ...
В последние несколько лет существенно возросла востребованность нового процесса электроэрозионного сверления с расширенными возможностями. Это диктуют новые требования к эффективности и топливной экономичности реактивных двигателей. Вот как новая ...
Благодаря технологии адаптивного управления искусственным интеллектом применение нового станка погружной электроэрозионной металлообработки Mitsubishi SV12P способствует оптимизации производительности, снижению потребления электроэнергии и ...
Компания FANUC America сделала новый шаг в области разработки комплексных инструментов оцифровки механических цехов с помощью новой системы NC Reflection Studio. Усовершенствованное программное обеспечение позволяет создавать сложные программы, ...
GF Machining Solutions предлагает решение AgieCharmilles FORM S 350 для погружной электроэрозионной металлообработки. Станок оснащен революционной генераторной технологией и улучшающей точность системой термостабилизации, что позволяет ...
Компания LNS America предлагает разработанное ее конструкторами автоматическое устройство магазинной подачи стержней GT 112-E, а также отсеивающий 50-микронную стружку конвейер SFcompact. Устройство GT 112-E берет на себя заботу о прохождении ...
Продление срока службы и увеличение производительности твердосплавных и высокоскоростных стальных режущих инструментов возможно путем хонингования режущих кромок и полирования канавок, информирует Bel Air Finishing Supply. Эти твердые материалы ...
Компания Sandvik Coromant представит на чикагской выставке IMTS 2016 новую серию продуктов, разработанных на основе их подключаемости. Эта разработка предпринята для того, чтобы помочь производителям оптимизировать их процессы обработки и принятия ...