При фрезеровании шпоночных пазов и иных канавок и желобков в металлических заготовках непрерывная жесткая подача инструмента была в ходу с 1970-х годов. Еще в середине 1990-х годов инструмент многих наиболее часто используемых станков имел возможность подобного использования. Что же касается пунктирной, так сказать, поклевочной подачи, то таковая уже давно используется при обработке пластмасс с целью избегания образования длинной стружки. Этот процесс редко вызывал проблемы, даже при сквозном фрезеровании в условиях ограниченного пространства использования инструмента. Однако при подобной обработке большинства стальных и латунных сплавов значительно возрастает время фрезерования, кроме того, преждевременно износится инструмент. Таким образом, многие металлообработчики оказались перед дилеммой. Можно было наращивать производительность, примирившись с сильным износом инструмента. А можно было беречь инструмент, жертвуя производительностью. Кроме того, равномерное пунктирное фрезерование требует большего количества рабочих циклов, проходов инструмента, что является одной из многих скрытых статей расхода при этом и других видах обработки.
Сегодня новые трохоидальные и плунжерные стратегии фрезерования в сочетании с жесткостью держателей и новыми, коммерчески доступными фрезерными инструментами, позволяют даже на маломощных машинах добиваться значительного объема стружкоудаления без потери скорости и производительности. При фрезеровании канавок большой глубины, особенно на менее мощных или более легких станках, приходится значительно отграничивать либо глубину резания, либо скорость, в противном случае машина перегружается и чрезмерно вибрирует. Очевидным результатом является увеличение времени обработки и, как следствие, расходов на производство.
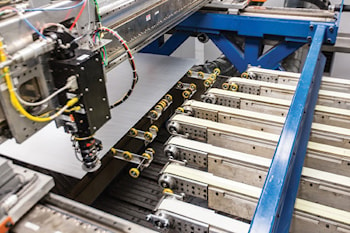
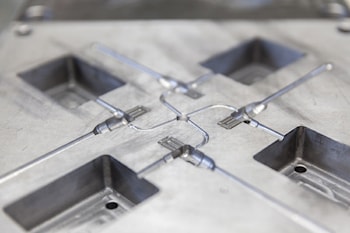
Неплохим решением представляется трохоидальное фрезерование. Данный процесс сочетает непрерывное вращение фрезы с линейной подачей заготовки. Таким образом получается канавка требуемой ширины при высокой глубине резания в процесса фрезерования плиты. Торцовые насадные фрезы со вставками и цилиндрические фрезы из углеродистой стали используются наряду с другими инструментами, где диаметр инструмента меньше, чем ширина создаваемой канавки. Низкая радиальная подача ведет к явному снижению нагрузки на инструмент и станок. Когда к этому добавляется повышение скорости резания, металлообработка становится более экономичной по сравнению с обычным радиальным фрезерованием.
Кроме того, при обычном фрезеровании, где один слой материала всегда удаляется за очередной проход, радиальные нагрузки воздействуют в основном на шпиндель. При большой протяженности выемок и больших поперечных нагрузках это порождает и значительные изгибные составляющие. Если большие объемы материала удаляются из тонкостенных деталей, скорость подачи и скорости резания обязательно должны быть уменьшены, чтобы избежать чрезмерной вибрации.
В этих случаях разумной альтернативой может оказаться плунжерное фрезерование. В этом процессе обработка осуществляется не периметром инструмента, но лишь его лицевой стороной. Задача решается за счет смещаемого погружения инструмента. Нагрузка действует вертикально на шпиндель и зажим заготовки, то есть только в направлении наибольшей жесткости станка. В результате даже на легких станках возможно достижение более высоких параметров резки.
Важным моментом является адаптируемость к работе в таких условиях техники с числовым программным управлением. Автоматизация трохоидального и погружного фрезерования требует более сложного управления, но при этом требуется ввод только нескольких настроечных параметров открытых пазов. Ранее для выполнения такой программы требовались системы компьютеризированной металлообработки. При погружном фрезеровании, как и при трохоидальном фрезеровании, обработка может быть черновой, включающей снятие фасок и даже предварительно отделочной. Снятие фасок может иметь место в отношении краев канавок после завершения фрезерования паза.
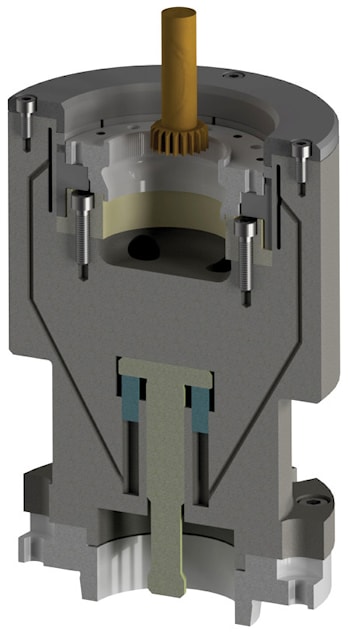
Компания FS-Elliott производит промышленные воздушные компрессоры, в том числе большие компрессоры, которые поступают на промышленные объекты в составе объектных систем. По мере появления различных новых производств в разных странах воздухоснабжение ...
Компания SMW Autoblok представила гибридный быстросменный цанговый патрон COMOT -AZ стандартных для отрасли диаметров 42, 65 и 100 миллиметров для работы с заготовками самых разных размеров. Патрон COMOT-AZ подходит для обработки пруткового и ...
Компания LaserCoil Technologies опубликовала информацию о том, как ее запатентованная конструкция конвейера способствует быстродействию систем лазерного резания рулонной подачи. Процесс LaserCoil опирается на серию конвейерных линий, которые ...
Компания Koike Aronson Ransome выпустила портативную систему IK-12 Next, с помощью которой можно осуществлять плазменное и газокислородное резание, а также выполнять общую сварку и сварку методом маятникового переплетения. Запатентованный механизм ...
Жидкость EcoAir Tool & Die Rust Preventive разработана специалистами компании Cortec для производителей пресс-форм, штампов и инструментов. Это эффективное средство защиты от ржавчины поставляется в невозгораемых аэрозольных баллончиках, что делает ...
Тяжелое машиностроение – отрасль достаточно инертная, неповоротливая, одно слово – тяжелая во всех отношениях. Поэтому можно с уверенностью сказать, что многие проблемы современного производства имеют корни в нашем общем советском прошлом. Попробуем ...
Зуботочение, или обкатной скайвинг, практикуется давно, но последние достижения в области технологий металлообработки повысили скорость и эффективность этого процесса изготовления зубчатых колес, сделав его более жизнеспособным производственным ...
Традиционно электроды эрозионных металлорежущих станков измерялись двумя способами. Либо непосредственно на станке, и в это время агрегат не может выпускать детали, что вызывает ощутимые производственные потери. Либо на координатно-измерительной ...
По информации компании Renishaw, изготавливаемая ею измерительная система Equator представляет собой радикально новую альтернативу традиционным технологиям точного измерения, заполняя на рынке ту нишу, к которой прежде никогда не обращались. С ...
Технологические достижения в области конструирования и производства автомобильной техники быстро меняют требования к технологиям производства. Это касается не только новых процессов, но и таких уже давно применяющихся, как цилиндрическое шлифование ...
Посетителям выставки IMTS 2016 компания OMAX Corporation продемонстрировала, как ее гидроабразивная технология, созданная для обеспечения успешных режущих производственных решений, работает на центрах JetMachining. Как при этом изготавливаются ...
Компания Mitsubishi Electric предлагает решения по обслуживанию станков, предоставляя производителям ответ на проблемы нехватки рабочей силы и одновременно повышая производительность. Линейка продуктов LoadMate Plus компании Mitsubishi Electric ...