Главная»технологии»Потенциал нестинга при автоматизированном конструировании деталей и раскрое листов
Потенциал нестинга при автоматизированном конструировании деталей и раскрое листов
04.03.2020
Сегодня все больше металлообработчиков отходит от традиционной производственной парадигмы и овладевает моделью just-in-time, в соответствии с которой детали изготавливаются по мере их необходимости, а не производятся во множестве заранее. Приступая к раскрою листовой заготовки, производители обращаются к передовому программному обеспечению, что и позволяет удовлетворять постоянно меняющимся требованиям и повышать прибыльность. Программное обеспечение оптимального раскроя, он же нестинг, предназначено для использования на целом ряде видов производственного оборудования. Поскольку станки становятся все более быстродействующими и интеллектуальными, программное обеспечение должно идти в ногу с этой тенденцией. Например, технология лазерного резания становится все более изощренной, а соответствующие станки чрезвычайно быстрыми. Но использовать эти достижения в полной мере невозможно без программного обеспечения оптимального раскроя. Оно должен быть в состоянии поддерживать занятость станка, быстро доставляя детали, то есть, разумеется, их электронные копии, из системы автоматизированного конструирования. Импортировать детали и готовить их к нестингу.
Этот процесс должен осуществляться в сочетании с поступлением информации о производственном планировании, импортом файлов требований из системы бизнес-исполнения и сопоставлением их с геометрией тех деталей, планы которых предстоит рационально разместить на заготовочном листе, осуществляя тот самый нестинг.
Оперативность программного обеспечения, быстро генерирующего так называемые гнезда, и поддерживает занятость и эффективность станков. Исторически сложившиеся программы просматривали список деталей и вкладывали их в первый лист, сохраняли это гнездо, перемещали на следующий лист и так далее.
Последние же достижения в области развития некоторых программ позволяют просматривать целые партии вложений, а это означает, что программа начинает нестинг на первом листе и продолжает нестинг на последующих листах, пока пакет не будет полностью вложенным. Если программа находится на пятом листе и обнаруживает, что может смешать первые два листа для лучшего использования материала, она делает это для всего цикла гнезд.
Поскольку технологии продолжают развиваться, производители находят больше способов использовать программное обеспечение для повышения своей прибыли. Вот лишь несколько способов, которыми они могут воспользоваться преимуществами программного обеспечения нестинга.
Коснемся темы материальной эффективности. Хотя каждый случай уникален, нестинг истинных форм может оказать существенное влияние на эффективность по сравнению с традиционным сеточным нестингом или тем более однодетальным нестингом.
Зачастую программистам бывает трудно справляться со штурмовщиной, вынуждающей их, так сказать, тушить пожар и гнать готовые детали на-гора вместо того, чтобы учитывать общие требования. В этом случае программист должен будет создавать однодетальные или сеточные гнезда.
Нестинг позволяет программисту добавлять в график или нестинг-проект дополнительные детали, а программное обеспечение выполняет эту работу. Оно выполнит сортировку по типу материала и толщине, чтобы произвести все детали в соответствии с графиком и при необходимости создать остатки для будущих работ.
Внедрив систему оптимального раскроя, производитель может увеличить использование материала на 20 и более процентов в зависимости от диапазона деталей, которые он вырезает.
Современное программное обеспечение оптимального раскроя может вкладывать вырезы и отверстия в деталях, чтобы минимизировать отходы и в некоторых случаях сужать полосу зажима, регламентируемую при нестинге вблизи зажимов.
Есть программное обеспечение, которое поддерживает станочный нестинг, что позволяет контролировать расстояние между деталями на основе требований к лазерному инструменту или штамповочному прессу, сводя к минимуму промежутки между деталями и основываясь на возможностях станка.
Кроме того, программное обеспечение оптимального раскроя может быть настроено на просмотр диапазона размеров листа, чтобы, определив наилучший размер листа, заказать конкретный цикл гнезд для наилучшего использования материала.
Процент использования материала определяется типами вложенных деталей. В конечном счете производитель идентифицирует несколько деталей для программного обеспечения оптимального раскроя. В некоторых случаях сочетание деталей не позволяет достигать той степени использования материала, к которой стремится изготовитель.
В этом случае может существовать такая опция, как возможность смешивать задания или увеличивать количество деталей, с которыми может работать нестинг-программа. Тем не менее это может иметь собственные проблемы.
Например, слишком большое количество деталей может создать проблемы логистики для сортировки, когда они выходят из станка. Это может задержать вторичные операции, и это может сильно затруднить сортировку деталей после их вырезания.
Нестинг-софт имеет некоторые функции, помогающие справляться с этими проблемами. Это, например, группирование деталей по приоритетам и срокам. После того, как деталь добавлена в гнездо, программное обеспечение вкладывает необходимые количества, не жертвуя использованием материала.
В некоторых случаях изготовители могут обновить настройки, включив в них параметр, например, отделки требуемой детали, если достигается 85-процентное использование материала. Дополнительные возможности программного обеспечения оптимального раскроя позволяют идентифицировать детали, когда они выходят из станка.
В зависимости от используемого станка изготовитель может вытравливать на деталях по мере их вырезания номера деталей или важную производственную информацию. Несколько вариантов доступны при штамповке, когда есть возможность выштамповывать надписи на деталях.
Некоторые опции позволяют автоматически добавлять номера деталей или другую необходимую производственную информацию, передавая эту информацию из систем MRP или ERP. Аббревиатура MRP означает manufacturing resource planning, или планирование производственных ресурсов. А аббревиатура ERP означает enterprise resource planning, планирование ресурсов предприятия.
А теперь коснемся темы увеличения производительности. Во многих случаях программное обеспечение может добавлять информацию о вырезании по мере вложения деталей, что устраняет необходимость программирования отдельной детали.
Это ускоряет процесс и помогает достичь оптимальной эффективности траектории резания благодаря возможности добавления вводов и выводов, поскольку детали размещаются в очень логичном порядке.
Это также гарантирует, что инструмент станка проходит наименьшее расстояние между обрабатываемыми деталями и не делает дополнительных перемещений по листу. Наличие логической траектории также помогает снизить вероятность инструментальных столкновений.
Нестинг-софт может наложить дополнительные ограничения на логику траектории, позволяющие лазерам, штампам и деталям избегать несанкционированных встреч. Нестинг-софт может предоставить необходимые инструменты для интеграции с системами проектирования автоматической геометрической обработки.
Изготовители могут импортировать серию плоских файлов формата DXF или DWG и применять утилиты очистки для удаления дополнительных функций и потенциального закрытия пробелов в геометрии. Они также могут обрабатывать 3D-файлы или сборки, создавать плоские узоры на ходу и помещать детали в нестинг-график.
Импорт ведомости материалов для определения количества деталей и применения множителя, например, I need to produce 20 of this assembly, позволяет производителю вводить детали в систему и превращать их в компоненты, которые можно быстро изготовить.
Что касается отходов. Редко можно получить окончательное сочетание деталей, чтобы полностью заполнить лист или серию листов, что оставляет изготовителю вопрос отходов. Одним из возможных решений этого вопроса является расширение критериев при расширении окна деталей.
С помощью этой опции изготовители могут регенерировать гнездо или серию гнезд с дополнительными деталями, необходимыми для повышения степени использования материала. В качестве заполнения пустот в них могут быть включены кронштейны, фланцы и шайбы. Те изделия, которые традиционно были бы вырезаны из отдельного листа.
Эти детали наполнителя добавляются в график и устанавливаются соответствующим образом. Нестинг-софт заполняет пустоты, когда в гнезде есть место, но не запускает отдельный лист для производства означенных деталей.
Остатки также могут быть образовываться во время нестинг-процесса, при этом некоторые программы дают производителям возможность автоматически обрезать лист для создания остатка. Это могут быть прямоугольные детали, L-образные детали или фактический каркас, снятый со станка.
Идеальный размер остатка, это также особенность некоторых нестинг-программ. Идеальный размер остатка позволяет производителю вводить фиксированные размеры или приращения для обрезки листа, например, 15 или 25 сантиметров. Это создаст остатки, могущие пригодиться для будущих работ.
И об управлении данными. Данные являются важной частью всего производственного процесса. Успешный нестинг-софт должен быть в состоянии эффективно взаимодействовать с системой управления бизнесом, вышеупомянутыми MRP и ERP, чтобы получать информацию о том, какие детали должны быть вырезаны и когда они должны быть изготовлены.
Управление данными замыкает цикл, передавая обратно в систему MRP или ERP информацию о достигнутом уровне использования материала, количестве листов и общем времени выполнения, что позволяет производителям учитывать это в общей стоимости.
Интеграция нестинг-софта с системой управления бизнесом позволяет производителям оперативно реагировать на материальные потребности и заказывать только те материалы, которые, как ожидается, будут израсходованы в ближайшем будущем.
Агрегат от IMA Schelling Precision сочетает в себе пилу для раскроя алюминия и робот-манипулятор. Внедрение агрегата значительно увеличивает эффективность резани: Возможно достижение большей производительности при меньших затратах на персонал и ...
Компания KVK Koerner GmbH (Австрия) уже свыше 40 лет работает в области оборудования для горячего цинкования и обладает многолетним опытом разработки и осуществления соответствующих проектов. Ради экологической чистоты будущего мира компания ...
B&R, подразделение компании ABB по робототехнике и дискретной автоматизации, объявило об интеграции роботов ABB в свое портфолио средств автоматизации. Благодаря возможности повышения гибкости и точности станка объединение робототехники с ...
Компания R&B Machining приступила к выпуску новой линейки полностью электрифицированных прессов с сервоприводами. Эта новая линейка продуктов включает в себя четыре стандартные модели, в том числе 15-, 30-, 50- и 100-тонные. Работа прессов, о ...
Компания Scotchman Industries представила свой последний вариант автоматизации пиления цветных металлов с приводом RazorGage. Пила SUP 600 NF Upcut программируется и подает материал, режет под несколькими углами и на разные длины одним нажатием ...
Хорошее отламывание стружки имеет важное значение при зенкеровании. Это влияет на точность создаваемой цилиндрической поверхности и формируемых шагов и закладывает оптимальную базу для последующих операций финишной обработки. Новая геометрия E47 ...
В то время как стандартные инструменты Mate удовлетворяют условиям большинства производственных операций, различные варианты гибки могут потребовать изменения угла стандартного пуансона или штампа на несколько градусов. Иногда бывает необходимо ...
Компания SHINING 3D расширила свою серию метрологических трехмерных сканеров с синим лазером FreeScan UE , выпустив FreeScan UE Pro . Фотограмметрия играет важную роль в трехмерном сканировании крупных объектов, гарантируя высокую точность. Мы ...
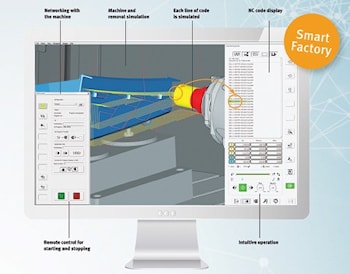
Компания OPEN MIND Technologies представила новую версию своего усовершенствованного программного обеспечения автоматизированной металлообработки под названием hyperMILL 2018.1. Софт hyperMILL 2018.1 обладает рядом новых функций и улучшений, включая ...
Твердое точение – это токарная обработка деталей высокой твердости (выше 45 по шкале Роквелла) на токарном станке или обрабатывающем центре. Данный процесс рассматривается как альтернатива шлифованию, поскольку качество поверхности в данном случае ...
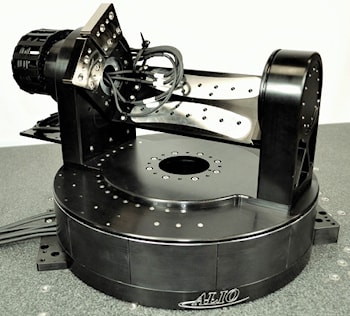
ALIO Industries предлагает технологию Hybrid Hexapod, разработанную для обеспечения производственных процессов следующего поколения. Инженерами компании сконструированы прецизионные поворотные стенды TRUE NANO, совершающие высокоточные вращательные ...
При фрезеровании шпоночных пазов и иных канавок и желобков в металлических заготовках непрерывная жесткая подача инструмента была в ходу с 1970-х годов. Еще в середине 1990-х годов инструмент многих наиболее часто используемых станков имел ...