Двусторонний многошпиндельный токарный станок с числовым программным управлением
31.03.2015
Не так давно INDEX Group, один из крупнейших конструкторов и производителей токарных станков, предложил новый многошпиндельный токарный автомат. Конструкция агрегата включает блок из шести инструментодержателей и один контршпиндель напротив главного шестишпиндельного барабана, что позволяет выполнять обработку сложных заготовок, требующую множества инструментов, с высокой точностью в один процесс.
Станок INDEX MS40P с числовым программным управлением есть новая концепция, которая, по информации разработчика, обеспечивает контрактных производителей возможностью на 85 и более процентов заменить шесть или более двухголовочных токарных станков с числовым программным управлением одним, гибким, высокоскоростным и высокоточным. Агрегатом, который может работать без присмотра в течение трех смен. Введя MS40P, станкостроитель INDEX Group расширил свою серию многошпиндельных станков на еще один многошпиндельный токарный автомат с числовым программным управлением. Новинка в еще большей степени усилила сильные стороны серии своей гибкостью и простотой переоснащения. Гибкость и производительность станка делают его хорошо подходящим как для серийного производства, так и для обработки семейств деталей. Переднеконечный и заднеконечный варианты обработки позволяют эффективно и наиболее полно обтачивать детали сложной геометрии.
Главной частью конструкции является компактный шпиндельный барабан станка. Шесть жидкостно охлаждаемых бесступенчатых двигателей с полым валом способны обеспечивать привод обработки стержней диаметром до 40 миллиметров. При этом заготовки обрабатываются независимо друг от друга. Другими характеристиками шпиндельного барабана являются высокий крутящий момент и не требующая обслуживания продвинутая синхронная конструкция с небольшой рамой. Концепция станка основывается на сочетании дополнительной, барабанной стороны A и противоположной стороны B с блоком инструментодержателей.
Кроме инструментодержателей на барабанной стороне станка, еще шесть инструментодержателей и контршпиндель объединены в жесткий моноблок. Размещение инструментального суппорта в рабочей зоне без продольного ползуна означает, что можно использовать более одного инструмента на каждом шпинделе. Попасть в крупноразмерную рабочую зону легко через раздвижные дверцы с обеих сторон станка. Это удобно для пользователя и значительно сокращает время установки. Стружка падает непосредственно в базу станка.
На стороне A в соответствии с модульной системой INDEX смонтирована пользовательская конфигурация — до 12 кросс-слайдов с числовым программным управлением на гидростатических подшипниках, несколько Y-осей и многочисленные стационарные и подвижные инструменты для переднесторонней обработки, обеспечивающие широкий спектр видов обработки за один установ. Это и внецентренное сверление, и глубокое, и наклонное, и перекрестное, и обычное сверление, и нарезание резьбы, и фрезерование контура, и зубофрезерование, и мультитокарная обработка. И это только некоторые из многих возможностей.
Характерное для INDEX V-образное расположение несущих инструментов означает, что оптимальная последовательность обработки является единственным фактором, определяющим процесс. Например, внешние и внутренние операции механической обработки с использованием стационарных или подвижных инструментов могут быть выполнены в каждой позиции.
При обработке пользователь может запрограммировать оптимальную для каждого независимого шпинделя скорость, которая может изменяться в процессе резки. Результатом является отличное качество поверхности, короткие сроки изготовления одного изделия и продление срока службы инструмента.
Кроме того, можно изменять скорость во время индексации барабана, что позволяет избежать каких-либо дополнительных вторичных дообработок. Это означает возможность обработки сложных материалов, никаким иным образом не могущих быть обработанными на многошпиндельных автоматах.
Если вариантов обработки на стороне A, где шпиндельный барабан, недостаточно, в дело вступают приспособления на стороне B. Позиции с первой по пятую оснащаются слайдами, то есть направляющими скольжения, которые могут быть использованы для обработки заготовок на стороне A.
В шестой позиции есть контршпиндель, перемещающийся в направлении Z, так что пользователь может обрабатывать заготовки в позициях 6.2 и 6.4. Кроме того, слайд 6.2 может быть использован для обработки стороны А или для боковой или задней торцевой обработки на контршпинделе с использованием до трех инструментов.
Позиция инструмента 6.4 также имеет обратную сверлильную напраляющую скольжения, которая может быть оснащена тремя сверлильными или токарными инструментами, или подвижными инструментами. В целом на стороне А может быть одновременно задействовано до трех инструментов, и еще шесть инструментов доступны для окончательной обработки задней части.
Еще одним преимуществом является большое расстояние перемещения контршпинделя по оси Z. Это делает возможной продольную и поперечную обработку длинных деталей, например, деталей валов. Поворотный блок размещает детали на конвейерной ленте, которая увлекает их на себе.
При этом захват может уже двигаться перекрестно движению детали во время заднесторонней обработки, что экономит время. Вместо размещения готовых деталей на встроенной конвейерной ленте они могут также передаваться в перегрузочную систему.
В сентябре в Чикаго на выставке International Manufacturing Technology Show 2014 компанией EMAG будут представлены производственные системы для изготовления прецизионных металлических компонентов. Ряд станков из новых семейств стандартных модульных ...
Компания Hwacheon представила горизонтальный токарный многоцелевой станок Hi-TECH 450. Станок Hi-TECH 450 имеет небольшую площадь платформы, что позволяет эффективно использовать рабочее пространство мастерской. При этом диаметр изделия, ...
Приводной настольный токарный станок, габариты коего в плане составляют 23 на 50 сантиметров, можно приобрести в компании Palmgren. Он обеспечивает точность, мощность и универсальность, позволяющие выполнять широкий спектр токарных операций, которые ...
Не так давно компания Schwabische Werkzeugmaschinen, далее SW, поставщик многошпиндельных станков и систем автоматизации, модернизировала станок BA W06-22. Компания сделала это в сотрудничестве с клиентами, которые уже более 15 лет успешно ...
Итальянский станкостроитель Biglia представил серию многофункциональных токарных центров Quattro с управляющей платформой Sinumerik 840D sl CNC от Siemens.Механическая концепция наряду с масштабируемым управлением предоставляет пользователям ценный ...
Крупномасштабная точка так называемых вязких металлов, как правило, заставляет вас выбрать одно преимущество из трех. Либо это продолжительность цикла, либо контроль стружкообразования, либо долговечность инструмента. Но нельзя иметь все три ...
Компания EMCO представляет высокопроизводительный двухкоординатный токарный станок с числовым программным управлением с персонального компьютера Concept TURN 60, который отвечает промышленным стандартам в плане конструкции и является мощным станком ...
По информации компании EMCO, двухосевой токарный станок Concept TURN 60 представляет собой высокопроизводительный агрегат с числовым программным управлением, полностью соответствует промышленным стандартам с точки зрения конструкции и является ...
Компания EXSYS Tools представляет инновации, касающиеся высокоточной точки и фиксированных держателей инструмента и повышающие производительность токарного центра. Такие экономически эффективные решения компании, как Dual Collect Chuck Line, Gear ...
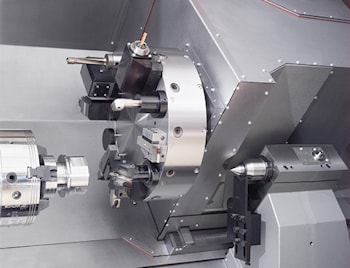
Мощная и точная обработка деталей фланца и вала по индивидуальному заказу является ключевой особенностью новой серии универсальных токарных станков INDEX с числовым программным управлением. Помимо моделей INDEX B400 и B500, а также TRAUB TNA400, ...
Hembrug Mikroturn 100, одна из трех марок прецизионных шлифовальных и токарных станков Danobat , представляет собой прецизионный микротокарный станок с расширенными функциями, что делает его подходящим для отраслей, требующих высокоточной обработки ...
По словам многих ее клиентов, компания Babin Machine Tool заработала свою заслуженную репутацию, восстанавливая токарные станки Hardinge HLV -H в течение последних 62 с лишним лет в бизнесе. Для того, чтобы удовлетворить клиентский спрос, был выбран ...