Главная»сварка»Тенденции и перспективы развития лазерной сварки и резки
Тенденции и перспективы развития лазерной сварки и резки
02.02.2011
Для тех кто ищет правильные машины, системы, инструменты и материалы для обработки листовой стали, выбором номер один традиционно становится EuroBlech, ведущая выставка металлообрабатывающего сектора, прошедшая в 2010 году в Ганновере под девизом «Время для инноваций».
В качестве одного из ее главных выводов эксперты (в частности из компании Laser Zentrum Hannover) отметили тенденцию нарастающего использования лазерных технологий.
Понятно, что абсолютной новостью эта тема ни для кого не стала. В последние несколько лет лазер для обработки металла применяется достаточно широко. Однако новейшее лазерное оборудование для работы с металлом помимо усиленной энергоэффективности, отличается и целым рядом других параметров.
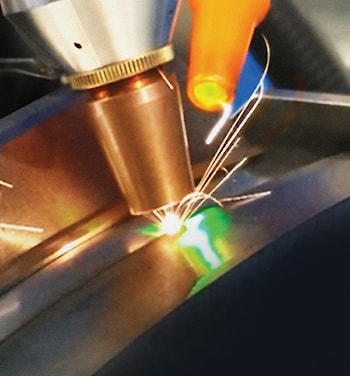
Лазерная резка на сегодняшний день стала одним из самых высокотехнологичных методов раскроя металла. Возможности ее практически безграничны — высокое качество резки при весьма приемлемой цене, а также оперативность процесса. Применяя такой способ металлораскроя, можно производить любые изделия — от маленьких сувениров до автомобилей и ракет.
В автомобильной промышленности лазер утвердился особенно прочно. Несмотря на значительные первоначальные инвестиционные затраты, это оборудование может быть рентабельным при производстве как отдельных деталей, так и целого автомобиля. Поскольку время, необходимое для работ при использовании лазера сокращается, снижаются и эксплуатационные затраты, в частности за счет снижения энергопотребления. При толщине металлического листа всего в несколько миллиметров возможна скорость подачи в 9 м/мин. Переход от стержневых лазеров к волоконным, дисковым и диодным повышает эффективность еще на треть. Качество луча теперь таково, что позволяет обрабатывать крайне небольшие и чувствительные к воздействию высоких температур поверхности. Прогрессирующая миниатюризация сварных швов и пропилов особенно востребована при производстве медицинских товаров, мелких деталей автомобильной и электронной техники. Диапазон лазерного оборудования с непрерывным лучом выхода теперь простирается от компактных приборов мощностью чуть более киловатта до систем мощностью в 30 кВт. Подобные установки также доступны для импульсных лазерных систем. Поскольку лазеры на диоксиде углерода больше используются для резки, есть тенденция для сварки применять твердотельные волоконные лазеры. Гибкие системы наведения предполагают серьезные преимущества для программирования сварных швов, и даже программирование трехмерной сварки теперь стало относительно несложным.
В смысле сварочных технологий не только сложные или крупные детали могут быть проблемой для прозводителя. Мелкие компоненты особенно трудны для сварки, например металлическая фольга. Поэтому для очень тонких сварочных швов могут использоваться импульные лазеры, при воздействии которых зоны, подвергаемые воздействию высоких температур, могут быть чрезвычайно малы. Это означает, что можно сваривать заготовки толщиной всего в 50μm, но только если сварочные края были оптимизированы, и нет никакого зазора. Лазеру практически нет альтернативы при подготовке кромок, так как с его помощью можно задавать правильные параметры оборудованию и процессу резки как при точечной сварке. Главное преимущество состоит в том, что одна и та же установка может использоваться как для резки, так и для сварки, сберегая карман производителя и повышая эффективность производства.
Высокие качества лазера могут использоваться для производства заготовок с нуля. Технологии быстрого прототипирования позволяет создавать структуры тоньше 100μm, которые могут использоваться в производстве лекарств, а также для заточки или штамповки инструментов. Кроме того, с их помощью можно в процессе ремонтной сварки для улучшения износостойкости сплава включать твердые частицы в его поверхностные слои.
Даже некоторые недостатки лазерной обработки, вроде затвердевания шва при сварке деталей из некоторых материалов, можно использовать на пользу. В процессе строительства из сложных компонентов, подвергающихся механическому напряжению, их усиливают, как правило, использованием стали повышенной прочности или повышенной толщины. Это приводит к смешению материалов или увеличению их веса. И то и другое увеличивает время и стоимость сварки. Однако если локализовать слабые места, можно использовать для их усиления сварные лазерные швы. Поскольку лазеры стали уже неотъемлемой частью большинства процессов обработки листовой стали, знание механических особенностей лазерных швов и произведенных деталей в случае необходимости может помочь определить способ укрепления компонентов. Таким образом можно избежать дополнительных этапов производства.
В последние несколько лет энергетический сектор уверенно демонстрировал рост. Несмотря на общий спад в энергетике, источники солнечной и ветровой энергии пользовались огромным спросом, и этот сегмент бизнеса только расширялся. Сегодня эта тенденция особенно верна для производства солнечной тепловой энергии, в частности той, что используется непосредственно для обогрева воды. Сердцевиной таких систем является солнечный поглотитель, состоящий из алюминиевого листа и системы медных шлангов. Энергия солнца передается от покрытого алюминием листа к жидкости в медных трубках. Для соединения шланга с листом часто используется импульсный лазер. Проблема в тонкости алюминиевого покрытия, которое не повреждается при сварке только очень низкой температуры.
Но используя лазер можно приварить шланг к задней стороне алюминиевого листа, не доводя температуру на его передней стороне до критического уровня. Медь и алюминий, соединяясь, выдерживают любые тепловые воздействия, опасные для них по отдельности. И это не единственные металлы, подлежащие двуметаллической сварке с помощью лазера. Возможны комбинации алюминия и стали, а также другие гибриды на основе стали.
Наряду с повышенной продуктивностью лазера все больший вес сегодня придают обеспечению безопасности при работе с ним. Разработаны меры активной и пассивной защиты от радиации. Кроме того, предусмотрено отсутствие вредных выбросов, дыма и частиц. Это предъявляет гораздо более высокие требования к системам выхлопа, чем бывает при резных и сварочных работах без использования лазерного оборудования.
Продолжение.Начало в СиН №47 Инструменты и оборудование для работы со стальными трубами Стальные трубы используются в инженерных коммуникациях уже долгое время. Около 70% из всех используемых труб составляют стальные трубы. Основными способами ...
Паяльно-сварочные стержни предоставляют возможность производить пайку-сварку и сварку металлов при отсутствии дополнительного оборудования и источников энергии. Для осуществления сварки фитиль стержня поджигается спичкой или зажигалкой. Пламя ...
ЗАО "Завод сварочных электродов "СибЭС" (Тюмень) является совместным предприятием с участием иностранного капитала. Предприятие производит высококачественные электроды по лицензии и на оборудовании шведской фирмы "ESAB Aktiebolag". В настоящее время ...
Сообщение Анатолия Гадяцкого (МАЗ) на семинаре "Сварочные технологии, оборудование и материалы, компьютерные системы в подготовке и управлении сварочным производством", состоявшемся 16 мая 2002 г. в рамках форума "Белпромэкспо". Одна из проблем ...
В настоящее время фирма "Polysoude" предлагает комплексные решения всех вопросов, связанных со сваркой труб диаметром от 1,6 мм до нескольких метров и с толщиной стенок от 0,3 мм до 200-220 мм. Материалы — черные и нержавеющие стали, алюминий, ...
Газовой сварке уже почти сто лет. Несмотря на появление множества новых способов сварки, многие работы и сейчас удобнее выполнять газовой горелкой. В качестве горючего газа для сварки повсеместно используют ацетилен. Объем применения прочих горючих ...
Выступая на 4-м международном симпозиуме "Технологии. Оборудование. Качество", заведующий кафедрой "Оборудование и технологии сварочного производства" Могилевского государственного технического университета Валерий Куликов коснулся основных ...
Известно по крайней мере четыре способа электродуговой сварки. Во-первых, это ручная дуговая (ММА) сварка плавящимся электродом на переменном (АС) или постоянном (DC) токе. В качестве источников сварочного тока используются трансформаторы для AC и ...
Более 30 лет находится на рынке в качестве лидера в области производства сварочного оборудования итальянская компания Telwin. Немного о видах сварки. Различают контактную и электродуговую сварку. Наиболее часто применяемый вид контактной сварки — ...
Prima Power представила систему LASERDYNE 890 с мощным и эффективным волоконным лазером, новейшим гибким BeamDirector и системой управления S94P с полным набором операционных возможностей Smart Techniques. Размеры рабочей зоны 2440 на 1830 на 400 ...
Компания SPI Lasers, ведущий производитель стекловолоконных лазеров, объявила о выпуске нового низкочастотного лазера, предназначенного специально для точечной сварки тонких материалов. Данный лазер будет представлен на выставке в Шанхае 19 марта ...
Eplus 3D предлагает решение для сварки в порошковом слое металла, Metal Powder Bed Fusion, MPBF , EP -M 1550 с возможностью установки 16 лазеров, опционально до 25 лазеров, и большой платформы сборки. Конфигурация EP-M1550 представляет собой матрицу ...