Версия 2011 PowerMILL программно-управляющего комплекса Delcam PowerMILL
01.02.2011
В феврале 2011 года компания Delcam, один из мировых лидеров в области разработки систем автоматизации моделирования, изготовления и контроля сложных изделий и технологической оснастки, планирует презентацию версии 2011 PowerMILL своей автоматизированной системы технологической подготовки производства PowerMILL. Данный комплекс предназначен для программирования высокоскоростной пятиосной металлообработки и будет продемонстрирован в новых технологических центрах в Шеффилде 22 февраля и в Вустере 24 февраля. Запланированные здесь встречи профессионалов ориентированы в основном на существующих пользователей PowerMILL, но небезынтересными они явятся и для опытных операторов других систем автоматизированной металлообработкиCAM, подумывающих о переходе на программное обеспечение Delcam. Следует отметить, что мировая премьера новинки состоялась на выставке JIMTOF, которая прошла в Токио с 28 октября по 2 ноября 2010 года.
Версия 2011 PowerMILL делает программирование безопасных траекторий гораздо более легким, чем когда-либо, благодаря новой опции оптимизации нагрузки на инструмент, которая защищает и режущий инструмент, и станок от чрезмерной нагрузки. Другие усовершенствования включают новые возможности редактирования для упрощения обработки дубликатов, более гибкое управление подачами при подводах-отводах инструмента, дополнительные возможности построения границ, новые более ясные экранные формы для всего диапазона стратегий обработки.
Возможность оптимизации нагрузки на инструмент есть реальный путь к решению постоянной проблемы программистов металлообработки. С одной стороны, они стремятся достичь максимальной производительности, задавая максимально допустимые для станка подачи, с другой, они должны обеспечивать безопасные скорости резания, то есть такие, при которых не происходит поломки инструмента. Требование безопасности обработки становится все более критичным по мере того, как все новые компании внедряют безлюдные технологии обработки в ночные смены и в выходные дни.
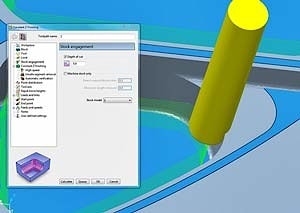
Многие подобные системы включают стратегии, основанные на выборе адекватной нагрузки на инструмент, что делает возможными более высокие скорости подач. Однако применимо это, как правило, лишь к черновой обработке и черновой доработке. Новая же технология контроля заготовки, реализованная в PowerMILL, может использоваться со всеми стратегиями чистовой обработки и чистовой доработки, что гарантирует расчет максимально безопасных траекторий обработки на всех стадиях технологического процесса.
При этом ключевым элементом является точность, с которой PowerMILL строит модель материала, оставшегося после завершения каждого этапа обработки. Использование этой модели гарантирует, что на следующем этапе инструмент никогда не будет снимать больше материала, чем он может это сделать в безопасном режиме. Одновременно гарантируется и то, что инструмент не будет обрабатывать те зоны, где припуска уже не осталось.
Как уже было сказано, новые возможности редактирования траекторий в PowerMILL облегчат обработку повторяющихся элементов, например, обработку нескольких полостей в пресс форме. Теперь пользователь может задать массив повторяющихся элементов в одной операции, указав количество строк и столбцов матрицы или параметры радиального расположения элементов относительно центральной точки или оси. После создания массива создается полный набор траекторий обработки, что минимизирует количество смен инструмента.
Улучшения алгоритма оптимизации подач обеспечивают более полный контроль скоростей в точках входа и выхода инструмента при подводах и отводах. Как правило, скорость подачи в точках входа и выхода инструмента должна быть меньше скорости на основной части траектории. Задание слишком большой скорости в точке входа инструмента чревато поломкой инструмента или шпинделя и даже может привести к смещению небольшой заготовки относительно ее первоначальной позиции.
А регулирование подачи в точке выхода важно при обработке хрупких материалов, так как фреза может просто вырвать кусок материала, если ее скорость в точке выхода слишком велика. И вот теперь пользователи PowerMILL могут избавиться от подобных проблем, задавая скорости подач в точках входа и выхода либо в процентном отношении от скорости основной подачи, либо как абсолютные значения.
Наконец, вот уже несколько лет в PowerMILL существует скетчер, позволяющий, например, задавать на детали границы обработки по определенной стратегии. Теперь функциональность этого скетчера расширена набором новых опций редактирования, включая возможности трансформации кривых, построения офсетных кривых, разворачивания трехмерных кривых в двухмерные, а также проецирования двухмерных кривых на трехмерные поверхности.
Компания Saint-Gobain Abrasives представила свою новую программу Norton Abrasive Process Solutions, APS, которая была создана, чтобы помочь клиентам определить оптимальное решение для шлифовки или чистовой обработки для выполняемых операций, от ...
Станок DMC 90 U duoBLOCK от DMG MORI одновременной пятиосевой металлообработки оснащается устройством смены паллет и подходит для изготовления штампов и пресс-форм, инструментов и компонентов общего машиностроения. По информации DMG MORI, мощное ...
Как свидетельствует поставщик средств управления станками, компания NUM, обеспечение функциональной безопасности новой техники с числовым программным управлением есть преобладающий тренд рынка металлообрабатывающего оборудования. В 2015 году ...
Flow International Corporation предлагает новейшее режущее решение, пятиосевую систему водоструйного резания Mach 200c . Данный станок олицетворяет новое поколение технологии водоструйного резания. Обеспечивается более быстрое и точное пятиосевое ...
Компания LK Metrology представила новую координатно-измерительную машину ALTERA, которая называется SCANtek 5, в сочетании с системой сканирования REVO-2 Renishaw и мультисенсорной технологией, предлагая таким образом производителям пятиосевое ...
Новый аэрокосмический профайлер Cincinnati XP от Fives Group вполне оправдывает маркирующую его аббревиатуру XP, то есть eX-treme Productivity, то есть экстремальная производительность. Этот пятиосевой пятишпиндельный агрегат создан для обработки ...
Компания C.R. Onsrud предлагает ряд пятиосевых станков, разработанных с программным обеспечением ANSYSFEA для обеспечения жесткости. Серия пятиочевых станков S предназначена для тех областей применения, где требуются жесткость фиксированного портала ...
Линейка мини-расточных оправок TinyMiniTurn компании Tungaloy для обработки малых отверстий теперь включает расточные оправки с напайками из CBN , кубического нитрида бора, для обработки деталей из закаленной стали. TinyMiniTurn предлагает широкий ...
KNUTH предлагает расширенный ассортимент ленточнопильных станков серии ABS NC. Обладая большой режущей способностью, двухколонный станок ABS 400 NC расширяет возможности ABS 300 NC. Конструкция, разработанная в Германии, включает в себя сенсорный ...
Компания GF Machining Solutions предлагает новый проводной электроэрозионный станок AgieCharmilles CUT P 350. В состав прочной конструкции станка входят эффективные силовые генераторы и интуитивно понятные человеко-машинные интерфейсы. Кроме того, ...
Компания LVD Strippit расширила гамму своих предложений по автоматизации путем внедрения MOVit, новой линейки опций Tower Automation System, TAS, и Warehouse Automation System, WAS, для станков лазерного резания серий LVD Phoenix и Electra. Системы ...
Компания LVD разработала экономичный револьверный штамповочный пресс Strippit P-1525 с числовым программным управлением, развивающий давление силой 200 килоньютонов и предназначенный для эффективной обработки больших или негабаритных деталей ...