Ленточноотрезные решения MEBA на российских предприятиях
19.07.2012
Металлургическое предприятие «КАМА-СТАЛЬ»
Уже более 8 лет на предприятии работают ленточноотрезные станки MEBA. Надежные и неприхотливые в обслуживании, как и любое немецкое оборудование, станки MEBA успешно справляются с непростой задачей разрезки высоколегированных материалов, которые выпускают металлурги. Станки MEBA серии Xtream имеют повышенную жесткость пильной рамы, которая способна обеспечить стабильную производительность пиления в 160-200 см2/мин, что превышает рекомендованные возможности инструмента в 2 раза. Также характерными особенностями станков этой серии являются мощный привод главного движения 14,5 кВт и эффективная система обратной связи, которая поддерживает одинаковую нагрузку на зубья и тем самым увеличивает стойкость ленточной пилы.
На заводе работает практически вся гамма станков, которые предлагает MEBA для резки под углом 90°. В 2010 году ООО «ВИ-МЕНС» произвело поставку и запуск одного из самых мощных станков в линейке MEBA – MEBA Xtream 1000x1000 мм, который способен разрезать литейные заготовки с площадью поперечного сечения до 1000 мм. Как говорят металлурги завода - применение данного оборудования позволяет эффективно решать технологические задачи отрезки и раскроя, а высокая производительность при небольшом расходе инструмента (один станок в месяц использует всего 7-10 пил) экономит ресурсы предприятия.
Выксунский металлургический завод
Когда заходит речь о пилении труб или профильных заготовок, самый разумный выбор - это станки предприятия MEBA. Завод со времени своего основания в 1958 году специализируется на выпуске ленточнопильных станков для разрезки (в том числе под различными углами) заготовок переменного сечения, элементов металлоконструкций. Пиление труб, особенно труб с тонкими стенками связано с изменением ширины резания, что значительно влияет на стойкость и производительность инструмента по причине сложности выбора шага зубьев. Соответственно, пиление пакета из труб – задача, сложная вдвойне.
В 2007 году Выксунский металлургический завод обратился к ООО «ВИ-МЕНС» с задачей: как эффективно разрезать сформированные в правильный шестиугольник пакеты из 7 труб ø200 мм, для улучшения загрузки железнодорожных полувагонов. После всех согласований и уточнения необходимых условий, была предложена специальная производственная линия на базе ленточного станка MEBA 800x1250мм, которая обеспечивет эффективную технологическую схему транспортных потоков загрузки/выгрузки пакетов труб и, собственно, их пиление.
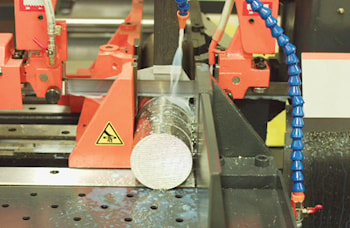
Линия обеспечивает центровку пакета труб специальными гидравлическими цилиндрами, роликовые конвейеры перемещают пакет на заданное расстояние, которое устанавливается передвижным упором, с точностью позиционирования ± 0,1 мм, затем станок производит пиление. На станке присутствует система обратной связи, в виде двух прецизионных гидравлических датчиков, которые снимают значение усилия резания на каждой направляющей пильного полотна и корректируют подачу, в зависимости от нагрузки на зубья. Это позволяет увеличить стойкость пильного полотна, и избегать поломки зубьев из-за переполнения стружкой межзубовой впадины. Для увеличения производительности система дает возможность применять ленточные пилы с более крупным шагом, чем рекомендуют производители полотен.
Автоматизированные линии раскроя заготовок на базе ленточноотрезых станков MEBA
Производительность является важной составляющей конкурентного преимущества среди производителей товаров. Для заводов, выпускающих строительные конструкции, задача выпуска изделий в срок – это жизненная необходимость. Поэтому надежность оборудования, внутрицеховые перемещения крупногабаритных материалов и скорость обработки выходят на первый план. Обеспечение перемещений заготовок обычно производится посредством транспортных роликовых конвейеров, устройств загрузки/выгрузки, накопителей исходных материалов и готовых изделий.
Немецкий завод MEBA предлагает собственную концепцию для решения данных задач. В программе выпуска завода присутствует множество различных устройств, которые способствуют увеличению производительности выпуска заготовок. В стандартных автоматических ленточноотрезных станках, которые предлагаются большинством заводов, однократная подача заготовки составляет 500-600 мм. Если необходимо получить длинномерную деталь, например, длиной 10000 мм, то станку понадобится до 20 перемещений, чтобы позиционировать заготовку. Для таких случаев, MEBA производит станки с устройством цанговой подачи, где однократное перемещение может составлять 3300 мм. Причем точность позиционирования выдерживается в пределах ± 0,3 мм на длине 10000 мм.
Полуавтоматическая компоновка производственной линии предполагает, что исходный материал передвигается с помощью приводных роликовых конвейеров до упора, либо, если изначально произведена разметка, то до лазерного указателя линии распила. MEBA выпускает несколько различных видов упоров, от простых для ручного передвижения упора на заданное расстояние до полностью автоматических агрегатов, которые управляются с пульта, имеют установочное задание, автоматически освобождают деталь после необходимого позиционирования и замедляют движение массивных заготовок до контакта с упором.
В схеме автоматических линий на базе ленточноотрезных станков MEBA, которые реализованы на заводах «УРАЛМАШ» и «Гомсельмаш», также использованы накопители с возможностью поперечных перемещений заготовки на роликовый конвейер. После отрезания заготовки, в зависимости от ее длины она может попасть в контейнер для заготовок длиной 1000 мм или переместиться в специальный накопитель для длинномерных деталей. Отсюда готовые изделия забираются при помощи кран-балки или вилочного погрузчика.
Скорость отрезания заготовок на предприятиях производства металлоконструкций
Еще несколько лет назад производительность резания, которую могли обеспечить ленточноотрезные станки, была в пределах 60-65 см2/мин для конструкционных сталей. Такую производительность обеспечивали биметаллические ленточные пилы из-за особенностей режущей кромки зубьев, жесткости пильной рамы и передаваемой мощности резания.
Пилы с твердосплавными напайками для разрезания профильных заготовок не применяются из-за ударных нагрузок и опасности выкрашивания зубьев. Поэтому MEBA поставила перед собой цель: создать ленточнопильный станок, который был бы способен обрабатывать элементы металлоконструкций с производительностью, приближенной к возможностям круглопильных станков. Так в 2007 году родилась машина с мощным приводом главного движения 14,5 кВт и пильным полотном 67х1,6 мм, которая могла обеспечить производительность до 160 см2/мин.
Естественно, стойкость ленточного полотна при такой производительности была меньше расчетной, однако был расширен диапазон подачи, при котором можно было выбрать оптимально необходимые режимы пиления.
Если анализировать технологический цикл получения изделия, то можно отметить, что машинное время резания занимает всего 20-30%. Остальные операции связаны с подачей материала в зону резания, установка необходимого размера, удаление обрези, перемещение готовых изделий на накопитель. Причем, своевременная загрузка и выгрузка материалов должна обеспечить бесперебойную работу оборудования в целом. Поэтому правильное построение логистики движения материалов позволяет увеличить производительность оборудования и обеспечить экономическую эффективность.
Компания Pat Mooney Inc представила автоматическую ленточную пилу PMI-455 для обработки цветных металлов, в частности, алюминия. Ленточная пила PMI-455 осуществляет качественную обработку и характеризуется высоким уровнем производительности. ...
Компания Pat Mooney Inc. Выпустила серию автоматических высокопроизводительных ленточнопильных станков Danobat iDS 5A. Программное обеспечение Danobat упрощает работу ленточнопильного станка и позволяет сократить время обработки и увеличить срок ...
Компания Behringer выпустила мощный высокопроизводительный ленточнопильный станок HBP-610A для резки труб большого диаметра и цельных металлических пластин с диаметром до 24 дюймов. Станок имеет литую платформу, что позволяет снизить вибрацию и ...
Ленточнопильные станки Cosen с приводом V_Drive являются современными решениями для эффективного резания алюминия. К наиболее популярным из них относятся Cosen Saws G320 и горизонтальные ленточнопильные станки C-Series, которые многие ...
Компания KASTO, немецкий производитель ленточных пил выпустила новый горизонтальный ленточнопильный станок для резки литых алюминиевых блоков. При вертикальном резании возникает проблема переустановки листа после каждого реза, которая успешно ...
Специальные двухколонные ленточнопильные станки выпускаются под такие сложные и специфические производственные задачи, как резка труб большого диаметра или пакетов труб. Например, станки компании Pegas-Gonda с подвижным столом и с подвижным порталом ...
Станок для раскроя металла K44E от Kalamazoo Industries с 1,1-метровой закрытой пилой с увлажняемым абразивом изготовлена по индивидуальному заказу под особые требования заказчика, специализирующегося на точном резании суперсплавов. Внутри корпуса ...
Cosen Saws представила свои новейшие ленточнопильные станки на выставке EASTEC 2023. Выставка прошла с 16 по 18 мая 2023 года в Уэст-Спрингфилде, Массачусетс. Посетители смогли вживую увидеть демонстрацию передового оборудования Cosen и узнать обо ...
Горизонтальная ленточная пила HBE от Behringer имеет функции, предусмотренные для повышения производительности и точности при максимальном удобстве и безопасности пользователя. Кроме того, данная пила имеет уникальную двухуровневую конструкцию из ...
Компания Tormach представляет ленточную пилу AF50 с автоподачей. Конструкция этого программируемого и полностью автоматического станка сочетает пневматическую зажимающую систему и гидравлическое управление подачей для обеспечения полноценных ...
Компания Metabo выпустила ленточнопильный станок BAS 317 Precision WNB с двумя скоростями распила для различных типов операций и материалов. Станок имеет быстрозажимной рычаг, который позволяет быстро сменить пильное полотно и использовать ...
Компания Tormach предлагает ленточную пилу по металлу с автоподачей AF50. Это первая ленточная пила, предлагаемая Tormach. Она является программируемой и полностью автоматической, вполне приемлемой опцией для пользователей ручных или ...