На протяжении последнего десятилетия новые изменения в конструкциях режущих инструментов и технологиях обрабатывающих центров сделали возможным фрезерование деталей сложных форм из упрочненных материалов, 55 по Рокуэллу и выше, которое ранее выполнялось посредством электроразрядной обработки. Хотя последняя является одним из наиболее точных методов получения сложных форм, ей сопутствуют некоторые нежелательные аспекты. Например, изготовление типовой детали требует от 4 до 5 электродов из-за их износа. По мере износа электроды перезатачиваются, но эта процедура осуществляется вне станка и, следовательно, требует больших затрат времени и труда. Кроме того, электроразрядный процесс может быть загрязнен используемыми диэлектрической жидкостью и водой. Это, в свою очередь, вызывает экологические проблемы. В целом, по сравнению с механической обработкой, это затратный по времени процесс.
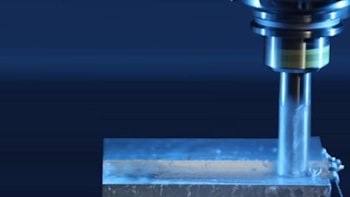
Если в прошлом производители не имели особого выбора, то сегодня станочный инструмент способен двигаться по гораздо более сложным маршрутам с гораздо более высокими скоростями подачи. Когда эти станки используются с твердыми концевыми фрезами из углеродистой стали, такими, как Jabro JHF180, разработанными Seco для фрезерования закаленных сталей с высокоскоростной подачей, оснащенные такими станками предприятия могут применять высокоскоростные методологии подачи для получения таких форм, которые ранее считались достижимыми только путем электроразряда.
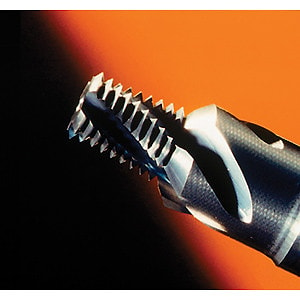
Что сегодня действительно интересно в области твердой металлообработки, так это развитие твердой нарезки резьбы. Делать это в закаленных материалах традиционно трудно, особенно получать резьбу высокого качества. В области работы с чугуном и сталью, твердость коих порой превышает 55 по Рокуэллу, Seco нашла новые пути получения резьб высокого качества для нескольких форм резьб. Для этого компания использует свои нарезные фрезы с твердосплавным покрытием.
Понятно, что при таком фрезеровании важно обеспечивать как можно более жесткие инструментальные зажимы. А также минимальное биение. Это сильно зависит от метода зажимания. И здесь высокий уровень концентричности и минимальность общего биения обеспечивает горячая посадка инструмента. Ключом к успеху твердого резьбонарезания является использование пластин, имеющих либо углеродистое покрытие, либо покрытие из поликристаллического кубического нитрида бора. Кубический нитрид бора представляет собой спекаемый продукт, на изготовление которого идет один из самых мягких материалов, гексагональный нитрид бора.
Новые разработки в области напыления покрытий конденсацией из газовой фазы с использованием таких современных материалов, как Ti(Si)N, улучшили эти защищаемые пластины, помогая сохранять режущую кромку нормативно острой в течение более длительного периода времени. Покрытия, о которых идет речь, повышают износостойкость инструмента за счет снижения коэффициента трения, что позволяет снизить перегрев режущей кромки. Они улучшают смазываемость поверхности, что ускоряет удаление стружки и позволяет развивать более высокие скорости обработки. Кроме того, такие покрытия способствуют предотвращению химической реактивности между заготовкой и инструментом, приводящей к наращиванию режущей кромки.
Серия Secomax представляет собой ряд высокопроизводительных режущих пластин на основе поликристаллического кубического нитрида бора. Эти инструменты сконструированы специально для обработки закаленной стали, перлитного чугуна, твердых и сверхтвердых сплавов железа. Хотя такой инструмент может стоить и в 10, и даже в 20 раз больше, чем обычный, исследования показали, что он и гораздо эффективнее, в 10-300 раз эффективнее с точки зрения общего уровня производительности и срока службы инструмента.
Еще одним преимуществом применения такой пластины является то, что твердую токарную обработку можно заменить шлифованием. Увеличение гибкости и срока службы инструмента, ускорение его замены способствуют снижению затрат на обработку, более высокой производительности и улучшению качества детали. В совокупности все это сильно перевешивает первоначальную стоимость продвинутого инструмента.
Недавно Seco приступила к внедрению новой технологии нарезания резьбы в одной точке в упрочненных материалах. Ранее при этом полагались только на электроразряд. Резьбы могут быть нарезаны практически любого наружного диаметра, а также внутреннего диаметра 6,25 сантиметра. Применяя методологию твердого нарезания резьбы к обработке вкладыша подшипника из закаленной стали, 65 по Рокуэллу, деталь, используя одноточечную пластину Acme CBN, вначале обтачивают, потом подвергают нарезке резьбы, на одном и том же станке.
Ранее процесс пришлось бы начинать со шлифовки, которая традиционно дороже, чем обработка на токарном станке с числовым программным управлением, далее перейти на электроразрядный станок. И затратить в общей сложности 1-1,5 часа против 3-4 минут, требуемых при твердом резьбонарезании. Нужно сказать, что этот новый процесс не ограничивается деталями только большего диаметра. Для деталей меньших размеров Seco разработала технологию, при которой сначала применяют круговой интерполяционный процесс с использованием углеродистой концевой фрезы JHF180 для создания начального отверстия.
После этого используются стандартные резьбонарезные углеродистые фрезы для создания от 10 до 24 резьб диаметром от 0,375 сантиметров и более. Этот метод успешно используется при обработке материалолв твердостью до 70 по Рокуэллу с помощью стандартных инструментов. Технологические требования включают предельно жесткую настройку станка. Благодаря объединению винтовой интерполяции с резьбонарезным процессом на одной единице оборудования, отверстие глубиной 5 сантиметров создается примерно за минуту, после чего около 40 секунд требуется для нарезания резьбы. Если же деталь изготавливается с помощью электроразряда, на это идет 1,5 часа и не менее трех электродов.
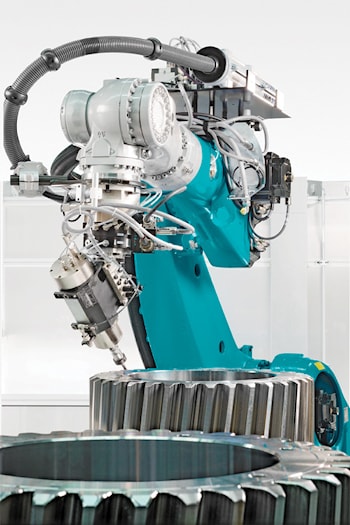
Уже много лет KADIA Produktion разрабатывает роботизированные модули для снятия заусенцев на основе шестиосевых промышленных роботов. Появляются решения с еще более высокой добавленной стоимостью, предназначенные для выполнения таких процессов ...
Уже некоторое время роботы используются в качестве эффективных и гибких трубогибочных станков. Эти системы постоянно развиваются и совершенствуются. Для опытных инженеров Transfluid это прежде всего означает разработку удобного для пользователя ...
Промышленная робототехника представляется тем, что взрывает сознание производителей. С одной стороны, сегодня все эти технологии влияют практически на каждый производственный процесс. С другой, часто порождают недоразумения. Робототехника пересекает ...
Rigaku Analytical Devices, поставщик портативных и ручных спектроскопических анализаторов, предлагает свой новейший ручной анализатор для анализа металлических сплавов. Данное оборудование, или, скорее, инструмент, функционирует на основе лазерной ...
Корпорация DeGeest , поставщик сложных стальных сварных конструкций, расширила спектр своих услуг, включив в него интеграцию автоматизации чистовой обработки, чтобы помочь другим производителям оптимизировать свои операции. Мы внедрили автоматизацию ...
Производители, а также компании, эксплуатирующие станки и системы, могут использовать технологию безопасности Leuze для бесконтактной охраны рабочих мест. Световые завесы безопасности ELC 100 подходят для рабочих диапазонов до 6 метров и ...
Партнерство Caron Engineering и Memex Automation позволяет связать пакет Tool Monitoring Adaptive Control первой компании с каналом связи станка в режиме реального времени и показателями общей эффективности оборудования, Overall Equipment ...
B.I.C. Precision, это контрактная мастерская в Бланчестере, Огайо, и ведущий контрактный поставщик компонентов для таких отраслей, как пищевая промышленность и упаковочное оборудование, железнодорожная и нефтегазовая, а также электроника и медицина. ...
Компания Kassow Robots, разработчик семиосевых роботов и коботов для обслуживания станков, погрузочно-разгрузочных работ и связанных с ними приложений, представила модель KR1018. Этот промышленный кобот достаточно прочен, чтобы обслуживать станки ...
Компания HEXAGON MANUFACTURING INTELLIGENCE разработала новое системное программное обеспечение и новый Ethernet-пакет функций, работающих в режиме реального времени для лазерных трекеров Leica Absolute Tracker AT930 и AT960. Эта комбинация ...
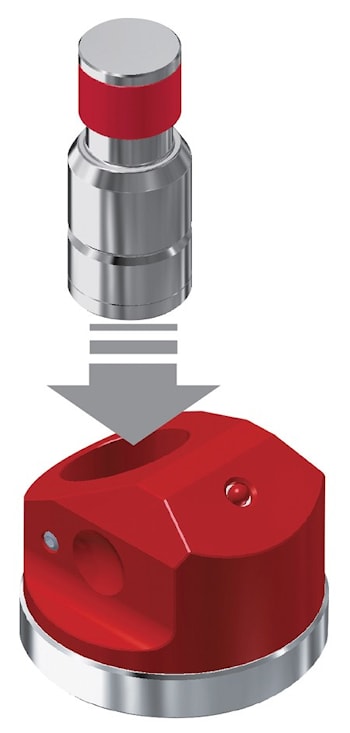
Компания BIG KAISER представила Base Master Red, высокоточный сенсорный датчик, который быстро определяет смещения заготовки и длину инструмента, а также Base Master Mini, компактный датчик коррекции инструмента. Датчик Base Master Red, который ...
Компания Mantle объявила о внедрении своей системы 3D-печати металлом для изготовления инструментов. Система Mantle автоматизирует процесс производства прецизионных компонентов пресс-форм, сокращая время выполнения заказов и затраты, а также ускоряя ...