Существует немало различных вариантов шлифовальных станков. При выборе средства шлифования поверхности многое зависит от предполагаемого использования оборудования. Шлифовальные станки могут быть использованы для производства, для эпизодического использования или для постоянного использования инструментальщиками. Другим аспектом является требуемая точность шлифовки. Это может быть станок с ручной подачей, в котором ничего не автоматизировано. В этом случае оператор вручную осуществляет перемещения вдоль каждой из осей. Каждое движение совершается не раньше, чем рука оператора приведет в движение соответствующее колесо, а иногда и рычаг.
Станок такого типа представляется идеальным для инструментальноцй мастерской, где имеет место единичная обработка инструментов или иных деталей и где редко повторяются одинаковые задания. Часто подобные станки используют не профессионалы, а любители, для доводки фрезерованных деталей или для подгонки размеров деталей, специально изготавливаемых в единичных экземплярах. Операторы опытных производств исследовательских организаций, незначительно варьируя интенсивность ручной подачи, в итоге получают детали таких размеров, которые идеально подходят для проекта.
Если же речь идет о каких-то промышленных масштабах, необходимы приводы всех перемещений как обязательное условие производительной и не изматывающей работы. Шлифовальные станки изготавливаются с приводами перемещений вдоль одной, двух или трех осей. Одноосевой шлифовальщик имеет привод перемещения вдоль стола, так как это именно то движение, которое может измотать оператора, так как требует наибольших физических усилий.
Такой станок по-прежнему является главным образом ручным, потому что поперечное перемещение и вертикальная подача все еще имеют ручное управление. Деталь не может быть изготовлена вообще без участия оператора, стоящего перед станком и вращающего колеса поперечной и вертикальной подачи. Но привод перемещения вдоль продольной оси устраняет необходимость в большей части физических усилий.
В двухосных автоматических шлифовальщиках поперечное перемещение автоматизировано так, чтобы в конце каждого продольного хода стола имело место его небольшое поперечное перемещение. В некоторых станках это движение колонки и шпинделя в ту или другую сторону. Таким образом, шлифовальный круг охватывает поверхность всего инструмента или детали подобно тому, как трактор методично вспахивает поле, не пропуская ни одного квадратного метра.
Если все делается правильно, движения при шлифовке перекрываются, поэтому в конечном итоге на шлифуемой поверхности не остается никаких следов отдельных проходов взад и вперед. При эксплуатации двухосного автоматического шлифовальщика такого типа оператору требуется лишь регулировать глубину шлифовки или превышение шлифовального круга над зажимом, контролирующим толщину детали.
Обслуживая двухосный шлифовальщик, оператор затрачивает не так много физических усилий и может сосредоточиться исключительно на получении необходимой толщины детали, то есть на количестве удаляемого материала, а также на требуемом качестве поверхности. В трехосном автоматическом шлифовальщике автоматизированы перемещения вдоль всех трех осей. Это означает, что, помимо движений стола взад-вперед и вправо-влево, автоматически контролируются движения шпинделя и шлифовального круга.
На этих станках можно отделывать детали без постоянного наблюдения за оборудованием, просто загружая заготовки и нажимая кнопку начала цикла. Далее станок сам шлифует деталь от начала до конца. Для производства это, очевидно, представляет огромное преимущество. Оператор может обслуживать несколько станков, и это существенно удешевляет производство. Все же, хотя трехосный автоматический шлифовальщик поверхности позволяет автоматизировать весь цикл шлифовки и производить готовые детали без участия операторов, по-прежнему требуется иногда присматривать за ним. Шлифовальный круг постепенно изнашивается, и его нужно регулярно восстанавливать и время от времени менять.
В зависимости от действующих допусков, твердости шлифуемого материала и размера детали шлифовальный круг нужно восстанавливать после каждой детали, или после каждых 10 деталей, или после каждых 50 деталей. И всякий раз оператору нужно две минуты, чтобы восстановить круг и вновь запустить станок. А числовое программное управление позволяет автоматизировать и эту операцию.
Шлифовальный станок с числовым программным управлением может быть запрограммирован на восстановление круга и компенсацию его геометрии после изменения его диаметра. Все это выполняется автоматически. Оператору же остается лишь установить и снять деталь. Для обслуживания таких станков можно нанимать персонал низкой квалификации, получающий за это небольшую зарплату.
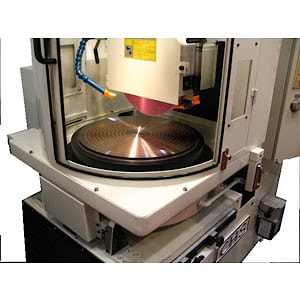
Шлифовальные станки с числовым программным управлением используются на больших производствах, где ежемесячный выпуск деталей достигает десятков тысяч, например, в автопроме. Одним из вариантов шлифовального станка является конструкция с вертикальным шпинделем. Таких станков выпускается не слишком много, и применяются они обычно тогда, когда приоритет отдается скорости снятия металла, а не качеству отделки поверхности.
Центры сервиса стальных изделий часто бывают оснащены большими шлифовальщиками с вертикальными шпинделями для обработки длинных деталей, которые не помещаются в роторных шлифовальщиках поверхности. Ход такого станка может приближаться к 4 метрам, а мощность привода шпинделя превышать 200 лошадиных сил. На нем производится вихревая отделка бланшардовского типа.
Такая техника используется в отрасли восстановления карбюратоных и дизельных двигателей для шлифовки сопрягаемых поверхностей головок цилиндров. Вихревая шлифовка поверхности, подобная выполняемой на станках Blanchard, идеально подходит для подгонки по месту гнездовых прокладок. Кроме того, шлифовальные станки с вертикальными шпинделями часто используются для шлифовки или заточки лезвий промышленных ножей и ножниц.
Вначале напомним, что такое MIG-сварка. Это полуавтоматическая сварка электродной проволокой в среде защитного газа, инертного, аргона, или активного, углекислого газа. Применяется для сварки сталей, в том числе нержавеющих, и алюминиевых сплавов. У ...
Компании Kerf Developments и Lantek вступили в сотрудничество в области разработки плазменных технологий. Kerf Developments производит станки плазменного, газокислородного и гидроабразивного резания с 2002 года. Изначально компания начинала как ...
За последние 20 лет производственная среда резко изменилась. Рост внутренней и международной конкуренции заставляет рынок искать новые и улучшенные способы повышения качества и производительности, сохраняя при этом достигнутый уровень гибкости в ...
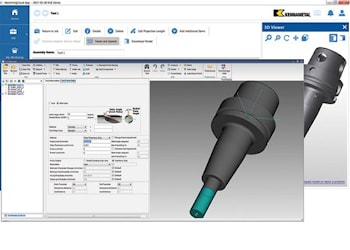
Компания CGTech, создатель софта VERICUT, и ресурс MachiningCloud совместно объявили о расширении VERICUT в MachiningCloud, благодаря которому пользователи VERICUT могут импортировать параметры резания от производителей режущих инструментов из ...
Новые форсунки EXAIR без капельного сифона с подачей воздуха обеспечивают постоянную и равномерную подачу жидкости без давления для таких областей применения, как маркировка, смазка, ополаскивание, охлаждение, закалка, контроль пыли и увлажнение. ...
Производители высокоточных микрокомпонентов из гибридных материалов, например, электрических разъемов и переключателей, совершенствуют свои предпочтения в сфере применяемых технологий. Выбирая, в частности, продукцию Vero Software. Так, немецкая ...
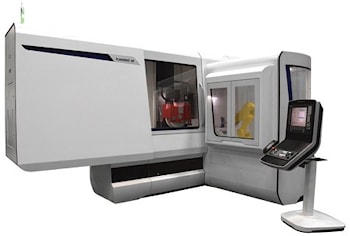
Инновационные решения в области автоматизации увеличивают производительность станка поверхностного и профильного шлифования BLOHM PLANOMAT HP 412. Даже при таких видах обработки, которые трудно автоматизировать. В некоторых случаях автоматизация ...
Не один металлообработчик посетует на отсутствие у него идеального инструмента, наделенного, плюс к тому, идеальными возможностями управления. С учетом различия типов конусов станка и фланцев, размеров, в том числе размеров резьбы, а также затяжных ...
Президент Nidec Machine Tool Corporation Кеничи Вакабаяши объявил о выпуске LAMDA500, модели среднего размера из серии порошковых металлических 3D-принтеров Nidec типа DED. Максимальные размеры агрегата LAMDA500 для аддитивного металлопроизводства ...
Процесс TRU TEMP XT формирует прочную черную оксидную отделку на трудно оксидируемой стали, железе и большинстве сплавов нержавеющей стали. Иначе оксидирование называется воронением. TRU TEMP XT, это среднетемпературный процесс, при котором ...
Okuma America Corporation объявила о выпуске новой линейки продуктов робототехники, которая расширит линейку металлорежущих станков и с числовым программным управлением и соответствующих технологий. Речь идет о серии ROID, или Robotic Intelligent ...
Решения для удаления заусенцев различаются в зависимости от того, какую технологию предполагается использовать для резания и какое качество отделки должно быть у готовых деталей. Этой весной компании Lissmac и 3M Abrasives совместно провели ...