Автоматический токарный станок TNL18 с подвижной передней бабкой и максимальным диаметром точения 20 миллиметров рассчитан на точение как с направляющей втулкой, так и без оной. Это одна из новинок Index Corporation, выпускающей станки под брендами Index и Traab. Под последним брендом и изготавливается станок, о котором идет речь. На этом станке возможна одновременная металлообработка тремя возможными инструментами. Конструкторы обеспечили токарям легкий переход с токарной операции с направляющей втулкой на работу без оной.
Предусмотрена четко структурированная рабочая зона с большим размахом перемещений по осям. А также очень большой комплекс фиксированных и приводных инструментов, крепление которых осуществляется с помощью двойных и тройных держателей. И, кстати, трехосевой захват с контршпинделем. Отличная доступность для эксплуатации и технического обслуживания возможна благодаря большой раздвижной двери. Результатом данной разработки явилась компактная конструкция при минимальных размерах в плане.
В так называемом Р-варианте станок TNL18 имеет 7 линейных осей. Оба носителя инструмента имеют большой размах по осям X, Y и Z. Эти узлы являются изюминкой конструкции машины, вращательное движение выполняется по оси NC без каких-либо механических замков. Это позволяет очень быстро позиционировать башни под любым углом. Контршпиндель со встроенными нижнебашенными позициями по 3 осям обеспечивает конечную точность переноса.
Вертикальная конструкция ложа станка гарантирует благоприятное движение потока стружки. Кроме всего изложенного, возможна расширенная до 9 осей кинематика станка. Как и главный шпиндель, контршпиндель установлен на поперечных салазках в плоскости X-Z. Это обеспечивает 262-миллиметровый диапазон перемещения по оси Z. Таким образом, расширенная концепция станка TNL18 подразумевает автономность контршпинделя и 9 NC-осей.
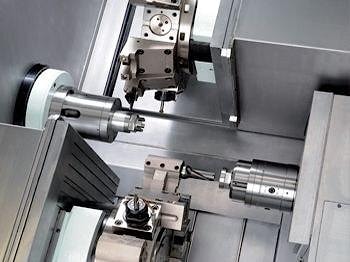
Рабочая область TNL18 легко доступна пользователю через очевидно высокие и широкие раздвижные двери кожуха агрегата. Этот агрегат четко структурирован по главным узлам, коими являются главный шпиндель, верхний держатель инструмента, контршпиндель с нижним держателем инструмента и задняя обрабатывающая группа.
Основной шпиндель TNL18 имеет очень динамичный двигатель синхронного дизайа, обеспечивающий быстродействие при позиционировании по оси C. Продуманная конструкция головки с большим размахом по оси Z позволяет осуществлять токарные операции как с направляющей втулкой, так и без оной. Верхний держатель инструмента имеет 8 инструментальных позиций, мощный привод инструмента и внутренний подвод смазочно-охлаждающей жидкости.
Верхняя башня расширенной версии TNL18 имеет по сравнению с вариантом P возможность двигаться по всем трем осям, X, Y и Z. Независимость перемещений по оси Z делает возможными такие операции, как зачеканивание без возврата материала или сверление глубоких отверстий одновременно с выполнением другой операции без втягивания заготовки в направляющую втулку. Диапазон движения инструмента по оси Y составляет 1225 миллиметров, это больше, чем обеспечивает любой линейный носитель инструмента.
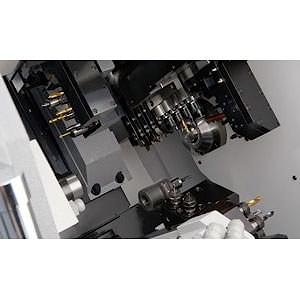
TNL18 имеет мощный контршпиндель с большими диапазонами перемещения по осям X, Y и Z и встроенный носитель инструмента с семью позициями. Каждая позиция может быть оснащена несколькими держателями, что в итоге означает наличие большого комплекса инструментов. Семь позиций задней обрабатывающей группы, при этом четыре из них с внутренним подводом смазочно-охлаждающей жидкости, делают возможной комплексную фоновую обработку заготовки.
В этой конструкции контршпиндель устанавливается на отдельный поперечные салазки с возможностью перемещения по осям Х и Y. Заднеконечная обработка осуществляется одной из двух X-Y-Z-башен. Два носителя инструмента могут быть использованы как на главном шпинделе, так и на контршпинделе. Эта дальнейшая конструктивная разработка расширяет диапазон размеров обрабатываемых заготовок до длин более 200 миллиметров. В конечном итоге такая деталь может быть удалена через контршпиндель и помещена на конвейер.
Независимо от того, используются ли они на основном шпинделе или на контршпинделе, всегда могут быть задействованы два инструмента. Это позволяет в дополнение к токарной обработке выполнять также фрезерование сложных контуров, а также внецентренное сверление параллельно оси. Дополнительная возможность перемещения контршпинделя по оси X предоставляет достаточно свободного пространства для одновременной внутренней обработки основным шпинделем и контршпинделем.
Осенью 2012 года компания Doosan выпустит серию высокопроизводительных токарных станков с ЧПУ Puma GT2100. Диаметр зажимного патрона новой серии станков составляет 8 дюймов (20 см). Станки Puma GT2100 выполняют точную токарную обработку деталей, ...
Компания Doosan расширила свою серию небольших токарных станков Lynx 220, выпустив несколько новых моделей с противошпинделем, характеризующихся высокой производительностью, надежностью и универсальностью. Станки Lynx 220 используются для обработки ...
Токарный станок с ЧПУ PL45MC от компании Samsung применяется для обработки деталей из тяжелых материалов - например, нержавеющая сталь, сплавы инконель 718 и инконель 924. Особенностями данного станка являются большая длина обточки и высокая ...
На выставке MACH 2012 Компания Schaublin Machines представила новый многоцелевой токарный станок Numertap 770 . Данный станок универсален – он может использоваться как для больших, так и для малых партий деталей – и обеспечивает высокое качество и ...
Новая модель токарного станка CTX beta 800 4A от компании DMG позволяет осуществлять полную обработку металлических стержней, прутков и других заготовок одновременно по четырем осям. Впервые этот станок был представлен в Германии на выставке ...
Благодаря наличию двух револьверных головок, двух шпинделей и двух осей Y, новый токарный станок от компании Biglia B465 Y2 может обрабатывать сложные детали вращения значительно быстрее, повышая производительность на 50%. Новая модель принадлежит к ...
Компания Machinery Systems, дистрибьютор Mazak, вводит на рынок новый многозадачный станок, появление которого можно считать ответом на желание производителей сокращать сроки выполнения заказов и повышать эффективность затрат. В лице агрегата Mazak ...
Новый токарный станок от компании Haas Automation используется для токарной и фрезерной обработки сложных деталей. Станок ST-10Y может одновременно выполнять несколько операций, что повышает производительность и ускоряет процесс выполнения ...
Компания DMG представила новый 5-осевой многоцелевой станок DMU 60 eVo FD с функцией токарной обработки. Данный станок используется для производства сложных деталей, применяемых в различных отраслях промышленности, в том числе в авиакосмической, ...
Компания Methods Machine Tools представила многоцелевой токарный станок Nakamura-Tome NTY³-250. Станок оборудован тремя револьверными головками, каждая из которых имеет ось Y длиной в 112 мм. Инструментальный магазин на 72 гнезда позволяет уменьшить ...
Компания Citizen, совместно с компанией Mitsubishi, начала выпуск станков на базе экологичных шпиндельных двигателей и противошпинделей с регенерацией тепла, аналогичных используемым в автомобильной промышленности. Данные двигатели впервые ...
Представляя новый компактный токарный станок MW50GT, руководство компании Muratec пояснило, что увеличить производительность и точность при одновременном сокращении времени цикла позволила внедренная при разработке агрегата двухшпиндельная ...