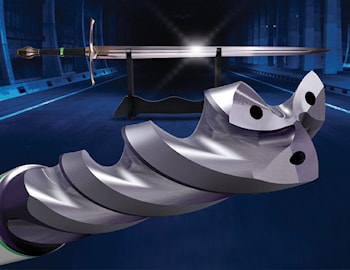
Представляемое компанией Mikron Tool сверло CrazyDrill Flex SST-Inox дополняет семейство CrazyDrill Flex, серию инструментов для сверления глубоких отверстий в стали и титане. Теперь Mikron Tool предлагает решение также для сверления глубоких отверстий малых диаметров в нержавеющих и жаропрочных материалах. Речь идет о диаметрах от 0,3 миллиметра и глубинах сверления, составляющих 30 или даже 50 диаметров. Частично геометрия новинки основана на тех же принципах, что и геометрия предыдущих инструментов этой серии. Спиральная канавка имеет длину 10 диаметров, полная глубина сверления достигается благодаря вытянутой шейке. Конструкция разработана для обеспечения стабильности, необходимой при сверлении экстремально глубоких отверстий малых диаметров. Концепция охлаждения та же, что и предыдущих продуктов Mikron Tool, сверл CrazyDrill Flex. Три канала подачи смазочно-охлаждающей жидкости проходят через хвостовик и выходят на конус. Форма каналов такова, чтобы инструмент не терял устойчивости даже при небольших диаметрах хвостовика. Даже в отверстиях самых маленьких диаметров давление смазочно-охлаждающей жидкости составляет 15 бар, что является достаточным для достижения эффективного эффекта охлаждения. Таким образом, режущие кромки при каждом соприкосновении с металлом получают достаточно смазочно-охлаждающей жидкости, чтобы исключался перегрев и гарантировалось хорошее смывание стружки.
Разница с другими продуктами Flex состоит в геометрии. Как и другие мелкие сверла для нержавеющих материалов, CrazyDrill Flex SST-Inox имеет отклоняющуюся канавку, которая обеспечивает хорошее отламывание стружки и быстрое ее смывание. С этим связан процесс сверления с непрерывной промывкой стружки. Например, в аустенитной стали даже с наименьшим диаметром, равным 0,3 миллиметра, можно работать со скоростью 20-30 метров в минуту и подачей до 0,02 миллиметра за оборот.
После первого врезания в металл до погружения на глубину от 2 до 3 диаметров следует выдерживать шаг касаний металла, равный примерно 0,5 диаметра. Благодаря этой стратегии достигается гораздо более короткое время обработки по сравнению с другими методами, такими, как глубинное сверление, электроэрозия или лазерное сверление.
При сверлении отверстий с высокой точностью позиционирования необходимо предварительно проделать пилотное отверстие, говорит представитель компании Mikron Tool. Первые успехи при использовании этих инновационных инструментов были достигнуты в таких отраслях промышленности, как изготовление медицинских инструментов, всасывающих трубок для глазной хирургии, корпусов и браслетов часов и форсунок для впрыскивания автомобильного топлива.
Сверло CrazyDrill Pilot SST-Inox сконструировано для обеспечения точного позиционирования. Это пилотное сверло также имеет каналы подачи смазочно-охлаждающей жидкости, которые интегрированы в хвостовик. И точно так же этот инструмент обладает возможностью удаления стружки, формируя короткие куски стружки, которые надежно и безопасно смываются.
Все размеры совпадают с размерами следующего сверла, диаметры дошлифованы до такой степени точности, чтобы не был заметен переход от пилотного к более длинному сверлу. Компания Mikron Tool предлагает использовать оба инструмента, грамотно их сочетая.
Инструмент CrazyDrill Cool SST-Inox, это твердосплавное сверло, доступное в диапазоне диаметров от 1 до 6 миллиметров, разработанное компанией Micron Tool для обработки нержавеющих сталей, жаропрочных сплавов на основе никеля и хром-кобальтовых ...
Компания Walter расширила свою линейку цельных твердосплавных микросверл, добавив микросверла DB131 Supreme с микронаправляющими. Линейка же микросверл DB133 Supreme расширена до сверл глубиной сверления до 30 диаметров. Эти сверла имеют решающее ...
Корпорация Emuge расширила выпускаемую ею серию EF сверл с высокой скоростью проникновения, введя новую линейку микросверл из микрозернистой углеродистой стали со сквозной подачей охлаждающей жидкости. В диаметральном отношении диапазон сверл EF ...
Не так давно компания Iscar выпустила новую линейку цельных твердосплавных сверл с целью создания линейки сверл общего размера по конкурентоспособной цене с высокими эксплуатационными характеристиками. Первоначально они предлагались с глубинами ...
Hoffmann Group USA объявила о том, что расширила свои линейки твердосплавных сверл GARANT MasterSteel и HOLEX ProSteel, добавив в них инструменты так называемых имперских размеров. Расширяя наши линейки твердосплавных сверл GARANT и HOLEX, чтобы ...
Компания Walter Titex, один из ведущих производителей металлорежущего оборудования, предлагает пользователем инновационную разработку – твердосплавные сверла X-treme (TM), работающие без применения системы охлаждения. Новые модели, диаметр которых ...
Компания Ingersoll является одним из лидирующих производителей металлообрабатывающего оборудования. В настоящий момент предприятие работает над тем, чтобы пополнить серию сверл для производства глубоких отверстий BTA новыми усовершенствованными ...
Новые твердосплавные сверла от WALTER TITEX PERFORM DC150 3xD и 12xD с подачей смазочно- охлаждающей жидкости через тело инструмента обеспечивают качество и надежность в реальном мире повседневной металлообработки. Эти два сверла с вышеуказанными ...
Нетрудно уяснить, что есть геометрическая точность, но часто ее бывает трудно достичь и не менее трудно выдерживать. Но это есть основа конструирования дорогостоящих деталей и изделий в таких отраслях, как аэрокосмическая, электронная и медицинская. ...
Инструмент Tritan-Drill, недавно ставший доступным от MAPAL Dr. Kress KG, представляет собой трехзаходное сверло, с помощью которого можно сделать больше отверстий в течение срока его службы, соответственно, сам этот срок более длителен. Затраты на ...
Компания Widia начинает выпуск новой серии многофункциональных сверл VariDrill™ для высокоточного просверливания отверстий в заготовках из любых материалов, включая нержавеющую сталь, литейный чугун и жаропрочные сплавы. Модели являются устойчивыми ...
Компания Kennametal расширяет ассортимент твердосплавных сверл. Сверло HPX разработано для высокопроизводительного сверления стали в больших объемах. Сверло HPX , предназначенное для быстрого и эффективного проделывания отверстий глубиной до восьми ...